FAQ'S
Product FAQ
Do you sell Stair Stringers?
Yes you can buy standard single or double stringers online and pick them up from one of our 3 depots located in Cairns, Townsville or Mackay. Or have specialty stringers made to your specifications – Just fill in the enquiry form and someone will get back to you as soon as possible.
More Info
Do you sell Service Poles?
Yes These are made to Energex/ Ergon Energy standards. Standard sizes 5100, and 6500 Bolt cars can be made to suit
More Info
Do you sell Bison Boards?
Yes we can supply and refit Bison Board running gear. More info
Galvanizing FAQ
How do I provide vent & drain holes to members "Fit for Galvanizing?"
Ref to GAA Design Guide for Hot Dip Galvanizing – Best practice venting and draining
What is the need for hanging points or holes to suspend your job throughout the galvanizing process?
Items are hung using wire or hooks to suspend them in pickling acid and the molten Zinc
What causes unsightly Galvanizing runs or excess Zinc buildup?
This is generally related to quality “Venting & Drainage Holes”
Are galvanizing services charged on a per kilogram rate?
The weight of the item to be galvanizing x the $ Kg rate = Total Cost + (GST)
Are the Galvanizing service charges also based on the service type?
The shape of the object – ie. Single Dip (long and skinny), 2D Frame (Platform), 3D Member (Table frame), Double dip (Members over 12m in length)
Can you Regalvanize over existing Galvanizing?
No, we remove the old galvanizing by Zinc stripping in acid back to clean steel and regalvanized like new.
How long is the turn around time for Galvanizing?
Turn around times are usually:
Cairns 7-10 Days
Townsville 5 -10 days
Mackay 7-10 days
You can also track your job on our website for the most recent timing on your job. We also understand sometimes you just need it now – for a priority charge jobs will be fast- tracked through the system. Just ask we are always here to help.
How is galvanizing priced?
A price varies according to the weight and the type of the article. We have a schedule of rates to suit most items. The minimum charge for galvanizing is $100. Please contact us on sales@auprogal.com.au
Do we provide Abrasive Blasting or does it have to be done prior to sending for Galvanizing?
No, steel does not need to be blasted but in some cases can help with lead time & meeting coating standards
Do you use zinc stripping to remove previous Galvanizing / Rust and is there a cost associated?
Yes we can do zinc stripping, contact us for a quote
What are the options for where to send Galvanizing for Rockhampton / Whitsunday Customers?
We advise they can send to Mackay depot or direct to Townsville dependant on transports cost to the customer
Do I have to remove paint?
Any paint applied after fabrication will need to be removed, however new steel from the merchant painted with water based blue primer comes off in the pickling process. If you need more info please contact us.
Is transport included or do I have to get it to Townsville?
Transport is included at Cairns and Mackay depots
Where do and why do we need to put holes in it?
Ref to GAA Design Guide for Hot Dip Galvanizing – Best practice venting and draining
Does open section steel need vent holes?
Although the item is open if may create air locks or cups – Please Ref to GAA Design Guide for Hot Dip Galvanizing – Best practice venting and draining, www.auprogal.com.au/advisorynotes
How do I paint over galvanizing without it flaking off?
Ref to Paint over galvanizing sheets www.auprogal.com.au/advisorynotes
Can you Galvanize rusty steel ?
Yes as long as its not flaky or pitted – if it is it will require blasting
Why won't my frame fit, what do you mean it's too big?
The kettle is 12.5m long, 1.6m wide and 2.8m deep so it has to fit inside these dimensions. So your item must have at least one side less than 1.5metres. If its too long we double dip.
How come it's so important where the vent holes are?
Although the item is open if may create air locks or cups – Please Ref to GAA Design Guide for Hot Dip Galvanizing – Best practice venting and draining, www.auprogal.com.au/advisorynotes
Do you provide transport?
Yes speak to our transport officer on 07 4753 1221 he will be happy to give you a quote or email: transport@auprogal.com.au
Do we need hanging holes?
Items are hung using wire or hooks to suspend them in pickling acid and the molten Zinc
What is the durability/performance of hot-dip Galvanized coatings in different atmospheric environments?
The durability or service life of all galvanized coatings is generally directly proportional to the coating thickness and these are defined in each of Manufacturing Standard for the different hot dip galvanized coatings available, with the Standard for ferrous articles hot dip galvanized after fabrication being AS/NZS 4680. Two key Australian Standards, AS 4312 and AS/NZS 2312.2 provide considerable information on the corrosion rate of steel and zinc respectively under various conditions of atmospheric service. The chart below graphically displays estimated zinc corrosion rates versus galvanizing coating thickness, allowing for a simple calculation of life to first maintenance.
How do I repair a hot dip Galvanized coating (e.g. After welding)?
See the Best practice for Welding Galvanized Steel Guide
How do I clean a hot dip Galvanized surfaces?
For general cleaning of bulk contaminants such as dirt and the like, ordinary laundry soaps can be satisfactorily used. For more stubborn or larger areas, the use of a low pressure wash (such as a gurney gun), with just pure water or in conjunction with proprietary cleaning materials such as car wash or truck wash, can be effective. The car and truck cleaners are made to minimise corrosion on the metallic parts of vehicles so are generally suitable for use on galvanized steel although it is important that the steel be washed down with freshwater after cleaning.
How do I care for and maintain hot dip Galvanized steel?
The following information offers some guidance on the general care and maintenance of hot dip galvanized steel products. Avoid long periods of exposure of your galvanized steel product to environments where the pH is below 6 and above 12. Outside the range of pH 6-12 the galvanized coating can suffer greater corrosion than normal. Avoid direct contact of your galvanized steel product with dissimilar metals, such as brass and copper, particularly in corrosive environments. Where dissimilar metals are to be used together ensure that there is an insulator between the dissimilar metal and the galvanized product. Do not constantly abrade clean your galvanized product and, where possible, avoid abrasive washing of your galvanized product altogether. One of the ways in which galvanizing protects steel from corrosion is by the development of a thin barrier film of insoluble zinc corrosion products (known as a patina) on the outer surface of the galvanized steel through exposure to the atmosphere. Abrasive cleaning will wash away this protective patina and the galvanized article will have to build up this barrier protection again, consuming more of the zinc. Constant abrasive cleaning will consume the zinc more quickly and therefore may reduce the life of your galvanized steel product. Galvanizing may be cleaned using a water-based emulsifier, alkaline-based cleaners with a pH of 12 or lower or organic solvents. Then rinse the area with fresh water and simply wipe clean with a soft cloth. Please consult the your galvanizer or the GAA if you have any concerns in regards to cleaning your product. For galvanizing product situated in a highly corrosive environment eg. coastal, heavy industrial, etc. it is recommended the product be rinsed with potable water on a regular basis, particularly under sheltered conditions (i.e. not exposed to rain and sun). Avoid long term storage of any galvanized product in damp and poorly ventilated conditions. Ensure the storage location is dry and there is effective ventilation. If there is physical damage to the galvanized coating of the product (e.g. coating is chipped or fabrication after galvanizing has taken place), it is recommended that the damaged area be repaired in accordance with AS/NZS 4680. For more information, download our Advisory Note on Field Repair of Welded Areas and Other Damage from our Technical Publications page.
How does the cost of paint compare with the cost of HDG?
The cost aspect of the coating is usually split into two sections, the initial cost and the maintenance cost. The life cycle cost of a coating combines the total initial cost and all of the maintenance costs together to give the overall coating cost for the duration the steel is in service The maintenance cost of a coating will depend the durability of the coating system and how long you want what you are protecting from corrosion to last. The durability of a coating system can be estimated using Australian Standards after estimating the corrosivity of the environment, giving the user an idea of when maintenance costs will begin. The GAA has developed a free Life-Cycle Cost Calculator (LCCC) that allows users to estimate the initial and total life costs of 30+ corrosion protection systems against hot dip galvanized steel. Based on the information you provide, the LCCC will generate a customised report detailing all estimated costs associated with maintaining the structure over the desired service life, including taking into account the time value of money. You can access the Life Cycle Cost Calculator here . More information on life cycle costing see Life Cycle Costing For Galvanizing and/or download the document The Concept of Life Cycle Costing from our Technical Publications page.
How do I prevent a wet storage stain?
Most galvanizers in Australia quench articles after galvanizing in a solution which contains a substance to passivate the zinc surface. This helps to protect the fresh zinc’s surface from early corrosion and typically washes off naturally within a month. AS/NZS 4680 requires the galvanizer to remove any wet storage stain from articles before leaving the galvanizing plant, after which the customer is responsible for storing the galvanized steel correctly and remedying any storage stain themselves. Careful storage of galvanized steel is essential to prevent the formation of white rust. Articles should be stored in a way which:
– Permits free air flow over the galvanized surface
– Allows water to drain off and prevent any ponding
– Is free of any plastic wraps or temporary storage
– Separates closely packed articles soon after transport
– Avoids enclosed humid environments
– Prevents continuous contact with wet or damp materials (e.g. soil or grass)
– In coastal environments or in areas of high salt deposition, salt should be regularly cleaned
– off the surface when the galvanizing is exposed (e.g. washing the salt off galvanized steel at the same time as cleaning visible salt off windows in coastal homes).
For more information on wet storage stain (white rust) click here .
Does steel composition afefect the HDG result?
A steel’s composition or the elements it contains effects the reaction that occurs between the steel and the molten zinc during the galvanizing process. Silicon and phosphorous concentrations in steel generally have largest effects on the reaction, influencing the structure, appearance and properties of a galvanized coating. As a guide to the influence of silicon and phosphorous concentration in steels on galvanizing, the following criteria should both be specified for the steel if aesthetics is a critical consideration: %Si <0.04% and %P <0.025% %Si + (2.5 x %P) <0.09% For more information on the different effects steel composition can have, please see Coating Thickness and Factors Influencing Thickness , Factors that Influence Appearance and/or download our Advisory Note on Steel Composition from our Technical Publications page.
How do I prevent distortion?
There is a perception that distortion of fabricated steel items is a significant problem, however, in reality, distortion occurs in only a very small number of instances. Distortion has become a rare occurrence as bath sizes and handling facilities have improved. Galvanizing will not generally cause distortion provided that design and fabrication principles are correct. When steel fabrications do distort during galvanizing, the reasons have usually been ‘built-in’ at an earlier stage. Distortion almost always arises from the relief of stresses as the steel is heated to the galvanizing temperature (usually 445-465℃). Although such stresses may be inherent in the steel and may vary from batch to batch, they are more commonly caused during fabrication. Distortion may also occur if steels of significantly different thicknesses are joined together in a fabrication. Only very rarely is it caused by handling in the galvanizing plant.
Basic design rules for avoiding distortion:
Maximise the uniformity of heat transfer into and out of the steel. Minimise the effect of stresses while the article is in the molten zinc. Use symmetrically rolled sections in preference to angle or channel frames. I-beams are preferred to angles or channels. Ensure assembly and welding techniques minimise stresses in components making up the article. Avoid designs that require double dipping. It is preferable to build assemblies and sub-assemblies in suitable modules allowing for quick immersion and galvanized in a single dip so the entire article can expand and contract uniformly. Ensure the structural design of the item is sufficient to support its own weight at 50% of the steel’s specified yield strength. Avoid using large areas of thin (under 8mm), unbraced flat plate. Use temporary bracing or reinforcing on thin-walled and asymmetrical designs. For more information, download our Advisory Note on Distortion and our Design Guide from our Technical Publications page.
Is HDG abrasion resistant?
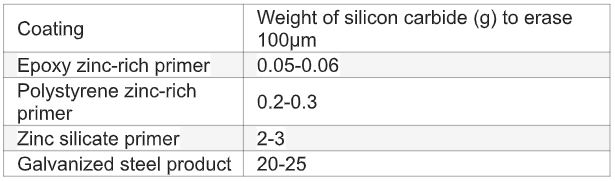
A typical hot dip galvanized coating consists of various iron/zinc alloys growing out of the steel base which is covered by an outer layer of pure zinc, as shown in the micrograph below. The abrasion resistance of a typical galvanized coating can be likened to a buffer stop. The soft outer zinc absorbs much of the shock of an initial impact and then the underlying iron/zinc alloys, which are harder than the mild steel base, prevent or greatly reduce the penetration of the coating and exposure of bare steel. Abrasion tests show that if abrasion resistance for epoxy zinc-rich primers and most other conventional paints is taken as unity, polystyrene zinc-rich primers are 5 times better, zinc silicate primers 50 time better and hot dip galvanized steel 400 times better. This comparison was made by comparing the weight of silicon carbide (in grams) to erase 100 micrometres of coating using a Taber Abraser, with results shown below.
The toughness of a galvanized coating makes it particularly suitable in situations where abrasion could be a problem either in assembly or in use. Conveyor systems, including buckets for quarried material and hoppers for coal wagons, are well suited. Galvanizing also limits the damage when spanners or other tools slip or when nuts turn on a galvanized surface during tightening. While toughness of the coating does greatly simplify the handling of large, heavy sections and reduces any remedial measures that are necessary. Even where the base steel is exposed, the sacrificial corrosion protection properties of galvanizing coating will protect these exposed areas and prevent unsightly and damaging rust.
What is bimetallic or galvanic corrosion?
Bimetallic or galvanic corrosion is the name for the type of corrosion that occurs when two different metals come into direct contact and an electrolyte (such as moisture) is present. All four components must be present before there is a potential for bimetallic corrosion to take place. The more electronegative or anodic metal, as determined from the electrochemical series (see below), is the one that corrodes preferentially to prevent corrosion of the other metal.
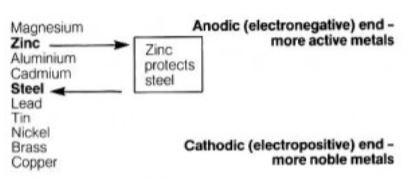
Zinc is one of the most anodic metals and therefore with corrode preferentially to most other metals used in the building industry. Stainless steel and aluminium are commonly used in contact with hot dip galvanized steel, notably as fasteners and are mostly satisfactory. This is due to the small surface area of the stainless steel or aluminium fastener compared to the relatively larger area of the hot dip galvanized article. Best practice includes the use of insulating washers which will electrically isolate the two metals. In very corrosive locations, alternative solutions should be considered. Conversely, hot dip galvanized fasteners should not be used to join stainless steel or aluminium articles. More information is available in Appendix B8 of AS/NZS 2312.2. In corrosive situations and when in direct electrical contact, copper and its alloys can accelerate the rate of corrosion of hot dip galvanized steel. Corrosion products of copper and its alloys can also accelerate the corrosion of galvanized surfaces. A guide to compatibility of metals and alloys in contact with hot dip galvanizing is given in our document Reference Manual – The Complete Works, available from our Technical Publications page.
GET ALL THE LATEST NEWS AND TIPS FROM APG
Get details on our process and service offerings
"*" indicates required fields